A Review of Regulations and Considerations for Increasing Sanitation in Food Manufacturing Facilities
Contributed by | ABB
Introduction
Food-borne diseases account for an estimated 76 million illnesses, 350,000 hospitalizations and 5,000 deaths every year in the United States, according to the Centers for Disease Control and Prevention.
Frustrations are growing as the number of various diseases transmitted by food now exceeds 250, including E. coli bacteria, often found in ground beef; hepatitis A, a virus linked to shellfish and fruits; and the ever-persistent Norwalk virus, which also starts in raw shellfish or water and can spread rapidly from person to person.
Robotics and automation in food processing and packaging are one of the many possible paths available to reduce the introduction of these bacteria. But even automated food processing machines must undergo strict design evaluation, stringent cleaning processes and continuous inspections to ensure their safe operation in our food manufacturing facilities.

This report will focus on food sanitation issues in the high volume food manufacturing environment, with particular focus on robotic automation solutions that help protect food from contamination in the “upstream processes” before it is packaged.
Food Contamination and Sanitation – An Overview of the Issues
Foodborne illness, commonly called “food poisoning”, is caused by bacteria, toxins, viruses, parasites and prions. The two most common factors leading to cases of bacterial foodborne illness are:
- Cross-contamination of ready-to-eat food from contact with other uncooked foods
- Improper temperature control
Less commonly, acute adverse reactions can also occur if chemical contamination of food occurs from improper storage or from the use of non-food grade soaps and disinfectants. Food can also be adulterated by a very wide range of articles (known as “foreign bodies”) during farming, manufacturing, cooking, packaging, distribution or sale. These foreign bodies can include pests or their droppings, hairs, cigarette butts, wood chips, and all manner of other contaminants.
In more recent years, a greater understanding of the causes of food-borne illnesses has led to the development of more systematic approaches such as the Hazard Analysis and Critical Control Points (HACCP), which can identify and eliminate many risks. HACCP is a management system in which food safety is addressed through the analysis and control of biological, chemical, and physical hazards from raw material production, procurement and handling, to manufacturing, distribution and consumption of the finished product. For more info see the link in the Helpful Resources section at the end of this report.
Food Sanitation in the Manufacturing Plant – Protecting Food from Contamination
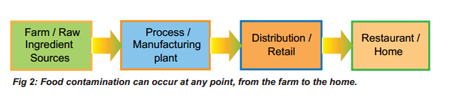
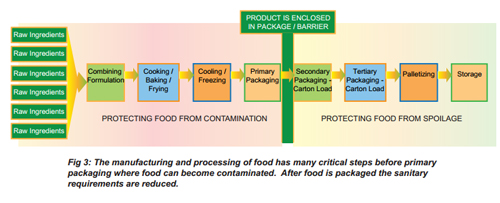
In food manufacturing the requirement of protecting the food begins as the raw ingredients enter the plant, and it progresses through multiple steps until the primary packaging operation is complete. The primary packaging operation creates a sealed barrier protecting the product from external contamination. Though the remaining process steps are important to protect the product from damage and spoilage as it completes the manufacturing process, as noted earlier, this paper will focus on the upstream processes and protecting the food from contamination up until it is packaged.
Sanitation requirements are most stringent in the early steps of the manufacturing process, as raw ingredients enter the plant and progress through the necessary processing steps, until the finished product is ultimately contained in the primary packaging. Once the product has been fully contained (sealed) in the primary package, the sanitary requirements are greatly reduced. The main concerns shift to maintaining the product temperature to eliminate spoilage and timely delivery to the store shelves to ensure fresh products to the customer.
As you enter the typical food manufacturing plant it immediately becomes apparent that the early steps in the process are highly automated (with the exception of animal slaughter and processing) and the human interaction with the food components is quite limited. As the completed food product exits the process phase, the environment changes dramatically – the packaging room. The packaging room usually contains a sea of operators handling and manipulating products into the various packages.
Who owns the responsibility for food safety in the United States?
The food manufacturer owns the responsibility to produce safe food products, and must:
Comply to regulations established by federal, state and local governments
Establish and following sanitation procedures to produce a safe food product
The Regulations
To ensure that all foods are produced and processed at a safe level, food safety is a shared responsibility of several departments of the United States government. These agencies assure that all foods are pure, wholesome, safe-to-eat and produced under sanitary conditions. They also assure that all imported foods meet the same requirements as those produced domestically.
The FDA
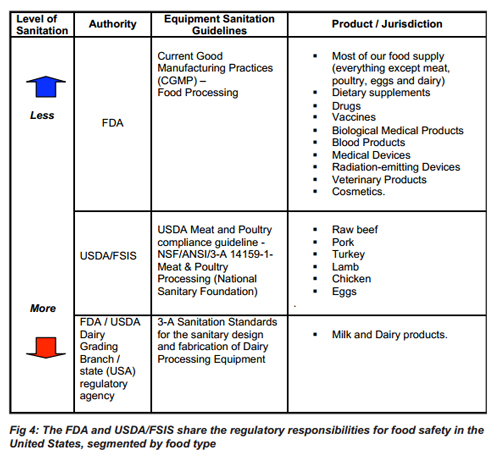
The Food and Drug Administration (FDA) is an agency of the United States Department of Health and Human Services, responsible for protecting and promoting public health through the regulation and supervision of food safety. The FDA controls the manufacturing standards for approximately 80% of all food products including dairy. The chart below describes the list of food, medical and pharmaceutical products under their jurisdiction.
The USDA and the FSIS
The United States Department of Agriculture (USDA) is the United States federal executive department responsible for developing and executing U.S. federal government policy on farming, agriculture, and food. It aims to meet the needs of farmers and ranchers, promote agricultural trade and production, work to assure food safety, protect natural resources, foster rural communities and end hunger in the United States and abroad.
The Food Safety and Inspection Service (FSIS), an agency of the USDA, is the public health agency responsible for ensuring that the nation’s commercial supply of meat, poultry, dairy and egg products are safe, wholesome, and correctly labeled and packaged. The FSIS draws its authority from the Federal Meat Inspection Act of 1906, the Poultry Products Inspection Act of 1957 and the Egg Products Inspection Act of 1970.
Food products that are under the jurisdiction of the FSIS are generally anything that contains 2% or more cooked meat, 3% or more raw meat, or 2% or more poultry products. Egg products (liquid, frozen or dried) are also included. The USDA also has additional regulations for Dairy products
Meat, poultry and egg products that are not under the jurisdiction of the FSIS are under the jurisdiction of the FDA. In essence, the USDA and FSIS control the manufacturing standards for the approximately 20% of food products not covered by the FDA.
In particular instances additional non-governmental (federal) regulations may appeal to a specific food or food handling process. There may be state and
Milk and Dairy
The overall responsibility for ensuring the safety and quality of milk and dairy products is the responsibility of the FDA. The departments of health or agriculture of the individual states have the primary responsibility for dairy farms, milk plants and equipment approval. The FDA promotes standards for milk and dairy products moving in interstate commerce. All 50 states in the US participate in the National Conference on Interstate Milk Shipments (NCIMS).
The FDA has also arranged with the USDA (non-regulatory) to assist in developing safety and quality regulations for the milk manufacturing industry. The USDA is also directed to inspect dairy manufacturing plants to determine whether good sanitation practices are being followed. The USDA has no regulatory authority regarding dairy plant inspections and they cannot require a plant to change its operation. It can only withhold approval and decline to provide inspections on a voluntary basis.
The FDA periodically inspects ice cream and cheese plants for compliance with the Food, Drug and Cosmetic Act using the PMO (Pasteurized Milk Ordinance) or the current Good Manufacturing Practices in Manufacturing, Packing or Holding Human Food as reference.
Food Manufacturing and Human Interaction
A large majority of the estimated 76 million cases of foodborne illness that occur annually in the United States are a direct result of the contamination of food by foodhandlers in food processing facilities. Transient foodborne microbes can be introduced from infected humans who handle the food, or by cross contamination from some other raw food product that a human recently handled. Food contamination can also occur when human hair, skin, nails, or other materials are found in food.
Transient organisms are of particular concern because they are readily transmitted by hands unless removed by the mechanical friction of washing with soap and water, or destroyed by the use of an antiseptic solution. Transient organisms can be considered skin contaminants that are acquired from environmental sources and become attached to the outer epidermal skin layer. While it cannot be overemphasized that clean, sanitary workers are necessary to produce clean, healthy food products, it is estimated in general society that between 30 percent and 50 percent of persons do not wash their hands after using the restroom. Employee sickness is also an issue if an employee stays on the job while he or she is sick. According to the Centers for Disease Control and Prevention approximately 70% of all foodborne disease is due to viruses spread by direct or indirect contact with infected individuals. In either case, poor hygiene or sickness, an employee can easily spread pathogens simply by touching food.

Food processors admirably take great care to train and monitor their food handling employees, though consistent measures are made more difficult by the proportionately high employee turnover rates that occur in food processing facilities. Gloves are commonly used to minimize direct bare hand contact with product, and sanitized aprons, frocks and other outer clothing made of durable and readily cleaned material are typically required. But if gloves or clothing become cross-contaminated without being cleaned they too become a transmission source of transient microorganisms.
As an example, in food processing Shigella bacteria, hepatitis A virus and Norwalk virus can be introduced by the unwashed hands of food handlers who are themselves infected. Salmonella can be spread when feces from infected animals or humans come into contact with food during harvesting, processing or preparation.
Replacing Operators in Food Processing and Packaging
The capabilities of the human operator are difficult to replace due to their dexterity and adaptive visual, mechanical and decision making capabilities. In high speed repetitive operations in modern day food processing and packaging, however, human operators begin to show their weaknesses. Human performance (both physical and mental) will degrade with the onset of fatigue. This will affect the overall performance efficiency of the production line and the risk increases that mental errors will cause further quality or sanitation problems. Also during long durations performing repetitive tasks will lead to bodily injury. These injuries will lead to lost work time and potential increased medical expenses. In many food processing facilities the work environment is not conducive to humans working for long periods of time. Often the facilities are operated at temperatures above or below normal room temperature, increasing the stress to work in these environments.
In many cases operators find it difficult to accept the job demands and poor working conditions at the compensation levels provided – i.e. it is considered a bad job. This situation causes one or more of the following problems for corporate management:
- They are unable to find an adequate level of production operators
- It is difficult to attract the skill level needed to meet production performance and sanitation requirements
- The turnover rate is high after people experience the work assignment
- The manufacturer is required to offer compensation at a level exceeding the labor standard for that specific operation.
Automation is not new to food manufacturing. Manufacturers have continued to improve their operations to eliminate humans from the process and move toward sophisticated automated machinery and processes. The human operators have been reduced to only the most critical and demanding applications.
Prior to reviewing the recent innovations for food processing and packaging for processing and packaging, we will review the standards and regulations by which all automated equipment and systems must first be designed to:
- Eliminate or reduce contamination than humans
- Withstand the sanitary cleaning requirements for food manufacturing equipment
- Perform the sometimes complex tasks in a more cost effective manner than humans
Exit Humans, Enter Robotics in Primary Packaging
We have reviewed the sanitary design requirements for equipment, probably equally important is selecting and designing the correct components to achieve the performance requirements of the application.
In sanitary food processing and packaging, the development of process machinery has led the way in removing operators from the process and has even been responsible for improving quality and increased system performance. Primary packaging was an application that was slow to enter the high tech world of factory automation. Even though many of the actual packaging machines (horizontal flow wrappers, etc.) were developed to meet the sanitation and performance and requirements demanded by the application, the loading of these packaging machines remained a task for the human operator. The human was able to deal with:
- Flexibility issues – produce multiple package configurations in a single shift
- Providing visual inspection to remove defective product
- Picking and placing products into wrapping machines at rapid rates
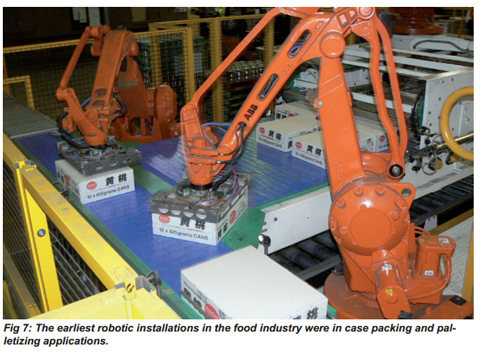
Since the first implementation of industrial robotics in the mid 1970’s, robots were confined to applications in heavy industrial applications such as automotive applications. In the mid 1980’s smaller, light payload robots were being developed for tabletop assembly of devices in the consumer electronics market sector. These robots (mainly SCARA style) were operating at speeds that were matching and out performing the operations performed by humans. These applications were also utilizing some of the first vision guided robot applications. The first sanitary applications were developed for operation in clean rooms for electronics (disk drives) and medical devices.
In the early 1990’s we began to see the first applications in direct food handling in the bakery industry. This was enabled by the advancements in industrial robotics and vision technology from the electronic assembly sector. These robots were performing simple pick and place operations at a reasonable rate of 55 – 80 cycles per minute. And vision guidance technology now had the capacity and reliability to provide pick locations to multiple robots operating at these high repetitive rates.
Probably the most significant factor for robotics and vision technology was the continuous reduction of cost per unit of performance of these components. Most food manufactures, even to this day, use very simple justification to evaluate return on investment (ROI) for their capital equipment expenditures – the offset of direct labor being the most prevalent. Even at the speeds of 55-80 cycles per minute, the utilization of pick-and-place robotics was either limited to unique applications or industry early adopters were willing to accept “soft” justifications to evaluate their ROIs. One of the most significant “soft” justifications was worker related injuries such as repetitive motion injuries being identified in high volume packaging applications.
This new food processing and packaging market, now identified, needed additional technology adapted to the specific requirements:
- Performance to exceed the labor payback hurdle
- Further improvements addressing sanitary standards

Performance Breakthrough - Delta Robot Technology
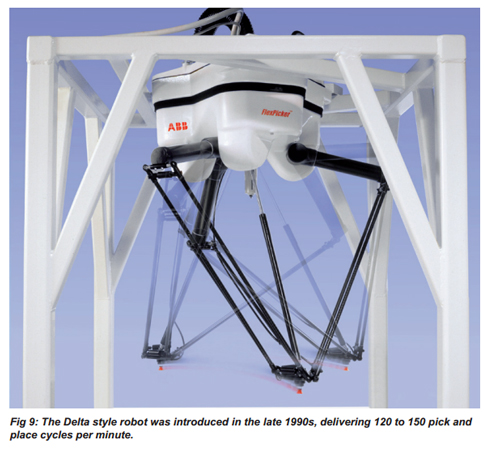
In the late 1990s a new configuration of robot was developed that was capable of significantly breaking the robot performance barrier, the Delta style robot. The design of the robot reduced the mass and inertia characteristics of the robot, allowing for high speed movement. This technology was coupled with very sophisticated motion control algorithms allowed robot designers to almost double the performance provided by SCARA or Cartesian robot configurations. This new technology was allowing pick-and-place performance to achieve 120 – 150 pick and place cycles per minute in real production applications at a cost effective price.
The consumer goods marketplace was immediately attracted to the high performing robot system. With approximately 5,000 delta robots purchased to date worldwide for manufacturing, a majority are operating in sanitary environments in bakeries, confectionary, frozen foods and personal care product manufacturing.
The original configurations of the Delta robots were designed to operate in the IP54 environment that allowed incidental water contact and wipe down with mild detergents comparable to household dish soap. In approximately 2001 the first “wash down” delta robots were introduced, being much more compatible with the sanitary standards and harsh wash down demanded by the industry. In the US hundreds of “wash down” configured robots have been placed into operation on manufacturing lines under USDA jurisdiction. Some limitations still existed as the IP67 rating required the food manufacturers to apply some special care to the robots during the sanitation process, mainly in the area of pressurized water contact. In 2008 the first IP69K rated Delta robot was introduced. This high content stainless steel manipulator truly addressed the requirements for operation in meat and poultry process and packaging applications.

The Delta robot is only one component in the technology equation for this complex application. In most primary packaging applications the robot is guided by machine vision. The technology used for this application is called “picking on-the-fly”. As shown in the picture below, the vision system is positioned slightly upstream from the robotic pick and place operation. The vision system provides the robot multiple pick locations in a queue, or in the order in which the vision system identifies the products. This allows the robot to move from the completion of one pick-and-place operation to initiating the next pick-and place operation without delay. The pick-on-the-fly technology requires the products to be in continuous motion from the vision identification through the picking operation. This requires one more important piece of technology called “conveyor tracking”.
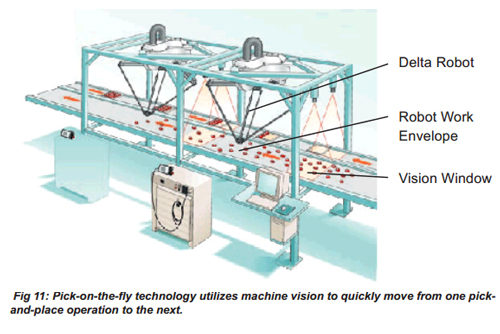
Conveyor tracking allows the product positions to be recorded (at the time of vision acquisition) and followed during the movement, on the conveyor belt, into the robot work envelope. This is achieved with a conventional rotary encoder, generally in a capstan drive configuration with the moving belt surface.
Effectively linking the robot, vision (guidance and inspection) and conveyor tracking technology into a common software application platform is the real key to successful “pick-on-the-fly” technology. Before production begins, the relationship and calibration of these three components must be established. Once calibrated, the software developer is responsible to create a robot program to provide the sequence of events for the pick and place cycle. The application program should be inclusive of multiple adjustable variables to “tune” or optimize the performance of the robot, vision recognition and system components such as the end-of-arm tooling and vacuum system as well as error recovery routines and safety interface routines for human intervention.
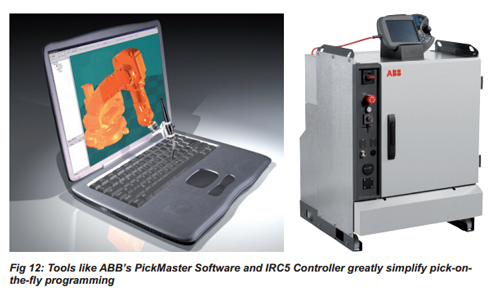
To minimize the repeated development of the calibration and robot application software, robot manufacturers have developed easy-to-use software packages. In the case of ABB’s PickMaster software, approximately 95% of all software development is eliminated and the robotic system development is conducted in a drag and drop style windows environment. As the system is configured, preconfigured and pre-tested software routines are implemented. The benefits are the reduction in development time and engineering costs and the utilization proven software routines to minimize software debug late in the project cycle.
Ensuring a Successful Flexible Food Manufacturing Installation
With the key tools – robot, vision and application software available the next step is to successfully develop a turnkey manufacturing system to meet or exceed the targeted process or packaging performance requirements. This task is best performed by an experienced robotic system integrator
The main criteria for selecting an experienced system integrator:
- Are they experienced in high speed pick and place integration.
- Do they have experience building systems in the specified sanitary environment.
High speed pick-and-place projects have many technical challenges that are not always apparent to an inexperienced integrator and possibly to the engineers at the manufacturing facility as well. An experienced integrator will be able to utilize their data base of previous projects to begin the analysis of the current project. Working with a system integrator with experience in the specified environment provides:
- The ability to propose the project costs and timeline accurately
- Greater success in achieving acceptance of equipment by corporate or governmental agencies on the first pass
- Long term system reliability
As the project cycle begins it is critical to develop an accurate specification for the project as a working document, including such things as: Scope of equipment to be included in the proposal
- SKU’s that the system will operate
- o Products
- o Package configurations
- o Product changeovers
- Performance standards for each product
- Performance milestones and acceptance criteria
- Uptime and reliability requirements for all components (including existing system components) and their potential impact on overall system performance.
- Sanitation requirements and procedures for the manufacturing system
- Control requirements
- Installation requirements
- Change over and downtime requirements
- Future line requirements
- Spare parts and consumable system components
Mutual agreement to the above specifications, prior to executing the project, will lead to a better relationship between the equipment suppliers, system integrator and end customer.
Once the project specifications have been identified, a risk assessment must be made for the project. All aspects of a risk assessment cannot be covered in this document, so we will focus on a typical robotic high speed pick-and-place operation. The two main concerns of a high speed pick-and-place cycle are (1) can the robot consistently meet the required performance rate and (2) can the product be successfully transported from the pick position and placed within the required place accuracy.
The following steps can be followed:
- Understand the sanitary requirements.
- First understand the performance capabilities of the robot – select the robot
- Develop and demonstrate the product handling techniques. For example, the original concept of a system specifies that the product will be held with a vacuum tool during the pick-and-place operation. The vacuum tooling will be a combination of selecting and designing the end of arm tooling, vacuum source and pneumatic controls to actuate vacuum to the end of arm tooling
- Demonstration of the pick and place operation at rate with the validated product handling techniques. It is critical that the pick-and-place operation be demonstrated for a substantial period of time
- Develop a system simulation to identify the interactive affects of system components on the overall system performance and agree upon the results of the simulation.
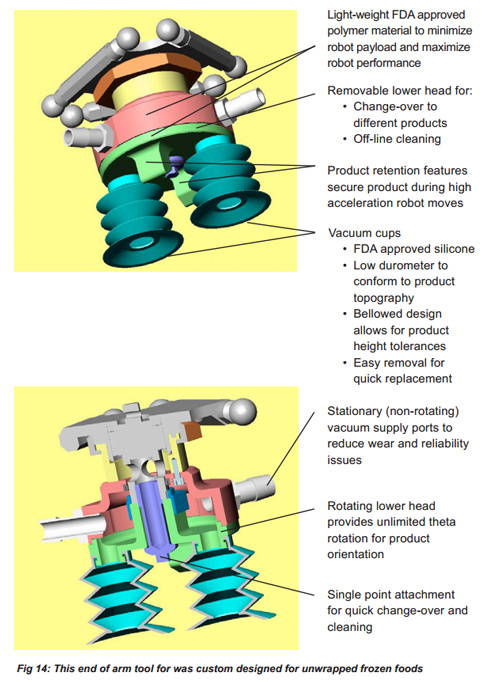
The following end of arm tool was developed for handling unwrapped frozen food products in a USDA manufacturing environment. After a series of iterations to meet the performance requirements the following design was approved for production. The end of arm tooling contained the following features:
Once the high risk components of the project were validated and approved, the project design phase commences for the remainder of the system components. All system components should be approved and accepted by the end customer. This design verification process will minimize conflicts and missed interpretations at the late stages in the project. At this time the end customer may involve their sanitation manager to review and approve all designs. The approval allows the system integrator to procure the various system components. The integrator must be select and manage experienced subcontractors activity to ensure that the suppliers are complying with all of the pertinent sanitary standards. It is recommended that all designs and component specification packages clearly note requirements such as surface finishes, weld quality and that were discussed in the sanitary standards above. The system integrator is responsible for quality, compliance of materials utilized and performance verification of the system components.
Final assembly, debug and performance validation of major system components should be performed at the system integrator, prior to being introduced to the end customers manufacturing floor. This will minimize the final in-plant assembly and performance testing. In the event that sub-systems fail validation testing, reworking and retesting the system components will be necessary. Final assembly also includes the routing and electrical cabling and pneumatic / vacuum control plumbing. Again, what appears to be a simple task must be performed with compliant materials and designed to the same standard as all other mechanical components in the system. In sanitary environments, such as in the USDA meat and poultry manufacturing environment, the cost and complexity of conduit and wireway is sometimes underestimated from the cost and design standpoint. Once the system is completely installed and performance testing is complete, the system will be accepted by the responsible sanitary manager and the required governmental regulatory agencies. Final system punch lists are developed and corrective actions determined prior to final acceptance. This acceptance will also include the ability of the system components to withstand the cleaning and sanitation process.
Additional Applications for Robotic Automation in the Packaging Applications
Beyond handling unwrapped products, robotic packaging systems have successfully been implemented in:
- Primary (wrapped) Packages into a point-of-purchase-carton
- The point-of-purchase cartons into a cases
- The case stacking onto the pallet
- The pallet into a warehouse
Summary
Designing robotic systems for processing and packaging in sanitary food manufacturing applications is a complex initiative that should be handled by system integrators and robot product manufacturers that have a vast track record of successful sanitary installations. There are multiple levels of regulations that must be addressed during the design, installation and daily operation of the system. With the vast array of government guidelines and private sector resources available, however, thorough planning and consultation with the qualified experts should result in a robotic system that greatly enhances the sanitary conditions and overall productivity of the involved process. Please consult any of the resources below for more information. local regulations regarding additional sanitary requirements.

For more information please visit www.abb.com/robotics to find the contact information for the ABB office in your area..
The content & opinions in this article are the author’s and do not necessarily represent the views of RoboticsTomorrow
Comments (0)
This post does not have any comments. Be the first to leave a comment below.
Featured Product

