The Universal Robot is so simple and non-intimidating that our programmers were already in the mindset of I dont need any guidance, I can do this on my own. It was almost like a PlayStation video game where they could pick up the controller and figure it out without reading the rules to the game.
Vision-guided Collaborative Robots Deliver Fast Return on Investment in Production of Firehose Valves
Contributed by | Universal Robots
Task Force Tips, a manufacturer of firefighting equipment, wanted to promote and maximize their personnel tending machining cells into more complex tasks while keeping spindle time up and product quality consistent. The Indiana-based manufacturer has now installed four collaborative Universal Robots delivering savings resulting in a return on their investment in only 34 days.
Task Force Tips started on a paper napkin in 1968. “My father had the idea that the world needed more fire nozzles; his family thought he was a little bit crazy, but the idea took hold and we’ve gone from being in the basement of our home, some 40 years ago, to being a worldwide recognized leader in this industry,” says TFT CEO, Stuart McMillan.
CEO of Task Force Tips, Stewart McMillan, still remember his father looking up at him with pen in hand saying “Are you sure about this?” when the family-owned company bought their first CNC machine forty years ago.
“It was a huge step. But giving people the proper tools to do their job is essential to being productive,” says McMillan, who started integrating robots with machine tools as far back as 1990. Those robots however, were dedicated to working only on the machine they were installed with and could not be redeployed to other tasks:
“So what happens is the machine wears out first and now you have a $100,000 robot that you can’t do anything with. We had heard of collaborative robots that could be used in a much more flexible manner, so we decided to explore this new technology.”
“Like a PlayStation video game”
Production Supervisor at Task Force Tips, Cory Mack, recalls how within literally minutes of the Universal Robots demo coming in, his colleagues were already trying to figure out how to program it and make it work:
“The Universal Robot is so simple and non-intimidating that our programmers were already in the mindset of I don’t need any guidance, I can do this on my own. It was almost like a PlayStation video game where they could pick up the controller and figure it out without reading the rules to the game.”
Flexible robots as a paradigm shift

“The auto industry had robots for years because it was the same process every day, all year round. With Universal Robots, automation can be used flexibly and change day by day,” says TFT CEO, Stuart McMillan. His company has mounted a UR5 robot to a table on wheels and now rolls it between tasks on the factory floor.
Task Force Tips installed one UR10 robot and two UR5 robots to tend CNC machines, a fourth UR5 is mounted to a table on wheels and moved between tasks. The UR robots can work collaboratively right alongside TFT employees due to a built-in safety feature causing the robots to automatically stop operating when they encounter obstacles in their route. A scenario McMillan calls “a fundamental paradigm shift”:
“A major impediment in the past to using robots was the security fencing required around the machine. The beautiful thing about the UR Robots is you don’t need all that guarding. We can roll the table with the robot right up to the machine and in a few minutes teach the robot to load parts. They become kind of a partner to a person that goes around and helps them with the drudgery.”
From 7 to 3 operators required to run the cell
Task Force Tips has their production layout set up in a non-traditional cell format with operators running multiple machines simultaneously round the clock. Mack explains how the UR robots have reduced staffing requirements from seven to three operators:
“Now it only takes about one hour per operator per shift to operate the robot, which includes laying out parts and staging the robot. That means the robot is running for 21 hours unassisted, so we’re looking at savings of just about 34 days to pay for the robot,” says the Production Supervisor mentioning the added benefits:
“That’s 7 hours of time in each shift you’re saving for that person to be off doing something else that’s adding to productivity.”
Two UR5s working in tandem
Having the two UR5 robots work in tandem has also helped optimize production. As blanks arrive on an inbound conveyor, the first UR5 robot uses vision guidance to identify and pick up the blanks, then inserts the blank into the first milling machine. The UR5 then takes out the half machined part already in the lathe and hands it over to the other UR5. The second robot inserts that part into the second machine, takes out the complete machined part and places it on the outbound conveyor, where an operator places the parts onto anodizing racks, completing the cycle.

“What I really like about Universal Robots controls is that when you first power them on and you just want to teach a few basic way-points and create a very basic program, you can do that in a matter of minutes,” says Task Force Tips’ Automation Specialist, Adam Hessling. “But there are several layers in that control if you want to go deeper, all the way down to where you can control the robot entirely through scripting from a third party system, whether it be an HMI or another PLC. I didn’t do this on these applications, but it is good to know that if you need something more involved, it is available as well.”
It’s a process that - as Task Force Tips’ Automation Specialist Adam Hessling puts it - looks very impressive, but was deceivingly easy to do. He refers to himself as a “journeyman machinist” with no specific robotics programming experience:
“My background is all in CNC programming, but I just used the Universal Robots support website and got a lot of really good information from there and wound up being able to put together the two-robot machining cell doing the hose couplings without any external help. If you understand just basic logic, you can do an unbelievable amount with Universal Robots.”
Vision guidance required no scripting
Both the robot handoff and the vision guidance use the MODBUS communication protocol registers in the UR robots controller.

A Cognex In-Sight 7200 vision camera is placed above the inbound conveyor. The light is a LLP-H diffuse ring light from Smart Vision Lights. As blanks arrive, the camera takes pictures of each and sends coordinates for pick-up to the robot through MODBUS.
“Using MODBUS made the communication between the two robots very easy to do. Through the touchscreen that comes with the robot, we just set the way-points that we want the robots to move through and the two robots confirm back and forth to each other that they are where they are supposed to be,” explains Hessling, detailing the vision guidance:
“You can have discreet inputs and outputs just like a normal PLC would have or you can do register values, which is what we use to do the coordinates for the camera. MODBUS registers that it can output and we just send the coordinates to the MODBUS registers in the Universal Robot’s controller that generates the way-points of the parts and directs the robot there. It didn’t involve any scripting at all,” says the TFT Automation Specialist, who calls it a very clean installation:
“All of the communication we did was through our computer network, nothing is actually hard wired together.”
Force detection identifies product issues
When the UR5 places the unmachined part in the lathe, the robot’s force detection will identify if the part is misshapen, has some burs from the saw cut or if there are machining chips in the chuck jaws.
“When the robot tries to reach the set waypoint for placement and there’s an obstruction which causes the force on the end of arm to exceed 50 Newton; which I programmed as the threshold, it knows something is wrong,” says Hessling who has programmed the robot to then apply an air blast to try and clean whatever debris is in the way.
The robot will go through the air blast several times and if it still can’t place the part, the robot tells the machine to execute a “chuck wash” cycle, which uses the machine’s high pressure coolant system to dislodge debris from the chuck jaws. If the part still can’t load after the coolant wash, the popup appears on the robot’s touchscreen, instructing the operator to clear any debris from the chuck jaws and press continue. If the issue persists, there is another popup which halts the program entirely. The operator can then diagnose the problem, fix it, and restart production.
“I would estimate that the robot fixes the “failure to load” issue about three or four times per hour, which has really helped us eliminate downtime. The operator only needs to intervene about once per shift, sometimes never. This is no fault of the robots; it is just the nature of the aluminum we are machining and the type of chips it creates,” explains Hessling.
Product quality increased
Freeing up personnel from machine tending has also played an important role in increased product quality.
“When our employees are not worried about keeping a machine running all the time, they have a lot more time to visually inspect the machined products. Part quality has really gone to a whole other level with the UR Robot in place, while allowing our personnel to come up with new ideas and better ways to improve our production,” says the TFT Production Supervisor.
CEO McMillan adds:
“When you set people loose with a way to reduce the mundane labor in their daily job, they find those ways. There’s been multiple days where I’ve come in and see the robot somewhere else in the shop that surprised to me. I don’t see our possibilities being limited on places we can use these.”
Future applications: deburring, laser and packaging

Task Force Tip’s “roaming” UR5 is being tested in a deburring application.
The next UR robot application at TFT will likely be at a deburring station within the CNC machining cell. Cory Mack and his team are busy testing the many application potentials:
“Right now a person is having to Scotch-Brite a part or deburr a part by hand again and again, taking time away from something else they could be doing, so we are testing concepts for how we’ll use the robots for deburring. We are also looking at packing and shipping parts, and we are talking about using the robots on our laser machine as well. With the price that you can buy the Universal Robot for, it’s stuff that you’re willing to invest in knowing how quickly you can get the ROI back on it,” says Mack.
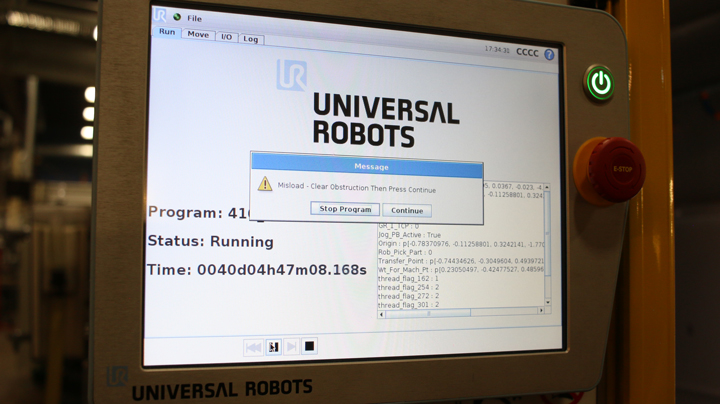
Task Force Tips uses the force detection in the UR robots to identify if the part is misshapen, is burred from the saw cut or if there are machining chips in the chuck jaws. If an obstruction is detected, the robot will apply an air blast to try and clear any debris. If this approach doesn’t solve the issue, an error message will pop up, alerting the operator.
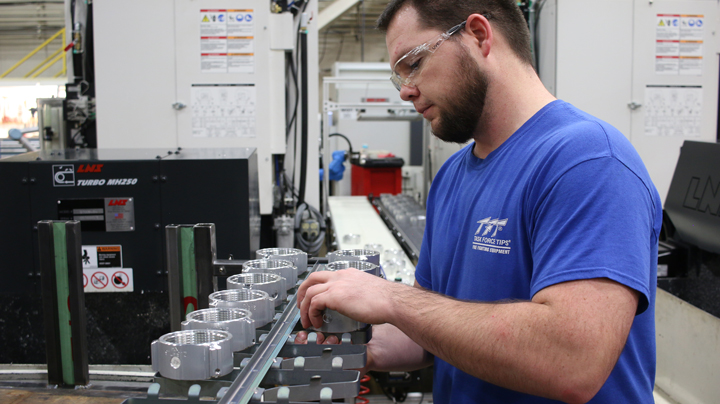
An operator places the finished pieces from the outbound conveyor on anodizing racks. Task Force Tips has been able to reduce the amount of personnel required to run the cells from 7 to 3 operators.
.jpg)
Task Force Tips tests the finished product.
About Task Force Tips

Task Force Tips is a worldwide leader in providing first responders with high quality, innovative agent delivery solutions. The company based in Valparaiso, Indiana, manufactures a wide range of firefighting and water delivery products for municipal, rural, wildland, and military agencies around the globe.
www.tft.com
About Universal Robots
Universal Robots pioneered collaborative robotics and remains a market leader and first mover within this emerging technology. The product portfolio includes the collaborative UR3, UR5 and UR10 robot arms named after their payloads in kilos. Since the first UR robot entered the market in 2008, the company has seen substantial growth with the user-friendly cobots now being sold in more than 50 countries worldwide. Average payback period for UR robots is the fastest in the industry with only 195 days. The company is headquartered in Odense, Denmark, where all development and production is carried out. Regional offices in North America are in Long Island, NY, Dallas, TX, Ann Arbor, MI, and Irvine, CA. www.universal-robots.com.
The content & opinions in this article are the author’s and do not necessarily represent the views of RoboticsTomorrow
Comments (0)
This post does not have any comments. Be the first to leave a comment below.
Featured Product

