While palletizing cartons is a regular automation application, doing so from a cold room that is regularly hosed with water to stay clean is a specific challenge. Motion Controls Robotics overcame these by using vacuum technology from Piab supplied by Neff Grp Dist.
 Automated Palletizing of Sweet Tea and Juice From a Cold Room
Automated Palletizing of Sweet Tea and Juice From a Cold Room
Case Study from | Piab USA Inc
Bringing sweet tea and juice to the market requires palletizing the cases filled with respective bottles to be palletized for transportation to retail outlets. Due to their perishable nature, they are stored in cold rooms. A customer turned to Motion Controls Robotics Inc (MCRI) from Fremont, OH, to replace an inefficient existing system, in which the vacuum cups and pumps utilized did not cope well with the average temperature in the cold room of 35°F (1.7°C). This caused vacuum cups to become rigid and pumps to not provide enough vacuum to hold cases leading to regular drop downs. A better system had to be found to handle cardboard cases weighing up to 42lbs (19kg).
Due to the wash down process any kind of area gripper consisting of closed cell technical foam had to be excluded from the start as were fork style tools due to working space limitations.
“With this information in mind, it was clear that the only possible solution would be cold resistant silicone cups and high-quality, powerful vacuum pumps – “So, a typical case for Piab vacuum solutions,” explains Nathan Baker, Mechanical Engineer from MCRI. He continues “hence, I immediately contacted Matt McClellan at Neff who always provides me with multiple product suggestions as well as detailed engineering support. It was him who suggested we use the SX 12 ejector after further analysis on the most suitable pump with Piab’s technical expert, Application Engineer Oliver Lizotte at their Hingham, MA, office.”
Matt McClellan, Technical Sales Specialist at Neff Group Distributors, Valley View, OH, added “The SX 12 is the ejector Piab uses in their flagship piCOMPACT®23 SMART pump for high vacuum performance. It is based on their COAX® vacuum generation technology. This ejector was particularly optimized for high reliability, flexibility, high vacuum flow and fast cycle times and is specifically recommended for palletizing solutions requiring large vacuum systems. Therefore, it seemed – and proved to be the right solution for application case at hand at MCRI.”
Oliver Lizotte adds “Thanks to its higher vacuum flow the SX12 ejector does not only offer a stronger holding force but is also dust and debris tolerant – an important feature in packaging applications dealing with cardboard boxes.”
The COAX® vacuum technology minimizes energy consumption and offers a safe and quick hold due to the high initial vacuum flow. COAX® ejectors are up to twice as fast as other ejectors and deliver three times more volume flow than conventional vacuum ejectors with identical air consumption. The ejectors can deliver high performance even when the supply pressure is low or fluctuating. This has been proven in independent comparative tests at the Fraunhofer Institute for Machine Tools and Forming Technology IWU in Dresden. These have shown that the Piab ejectors require significantly less compressed air than ejectors from other manufacturers to achieve the same performance. Since they have no moving parts, they are also practically maintenance-free and are resistant to most environmental conditions such as cold. Their use accordingly reduces the costs for the provision of compressed air as well as downtimes for maintenance intervals and thus the overall handling costs.
Nathan Baker elaborates “We conducted numerous inhouse tests at MCRI to compare the SX12 holding force with that of the VGS™ 3010 generator using multiple different cups both in size and style. The result showed that the selection of the SX12 ejector is perfect. Simultaneously we also tested cups of various material for cold resistance by placing them for one week into a freezer, and then conducting different stress and compression tests on the cups thereafter. After that we knew that Piab’s silicone B75.20 cup was the right one for this application also because these cups are suitable for height differences and slightly uneven or curved surfaces particularly when several short bellow cups are combined in one lifting device. Piab’s policy of providing suction cups 30 days free of charge for testing, this allows us as system integrators to really test them in the application and to be sure to have selected the best possible product for each application.”
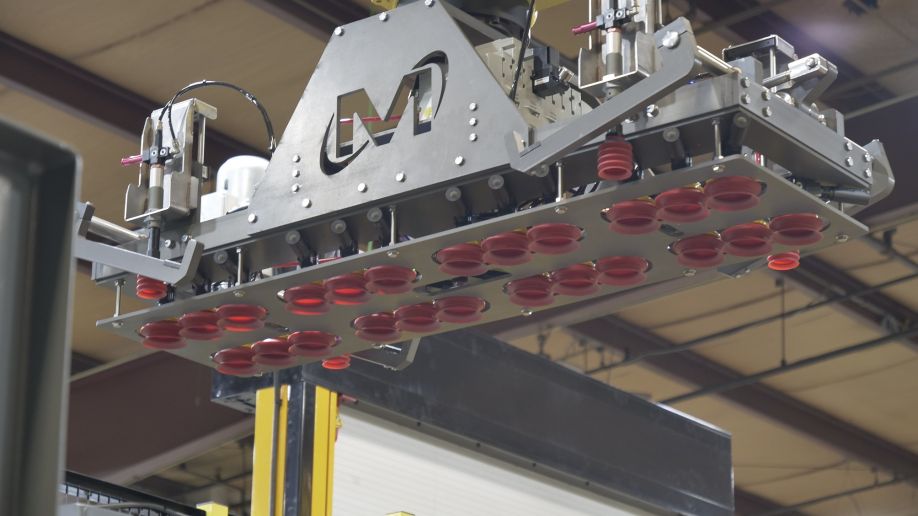
The system starts with the robot picking up a pallet and placing it onto a roller conveyor. To do so the end-of-arm-tool (EOAT) extends four mechanical clamps that grip underneath the pallet top. After the robot places the pallet on the roller conveyor the robot moves over to a plastic belt conveyor from where the cases filled with sweet tea or juice arrive to be palletized. A roll-up door that protects the operator from the running system opens the EOAT turns to the chain top conveyor. Using the silicone B75.20 Piab cups the robot’s EOAT grips a row of four boxes (nearly 170 lbs / kg) and places them on the pallet. After building two layers of product the robot grabs an intermediate tier sheet by extending four B50 multi-bellow silicone suction cups also made of silicone attached to VGS™3010 pumps placed at the outer corners of the EOAT. The cups perform a slight lifting movement to easily separate the thin tier sheets. For light weight tier sheets handling , the standard COAX® technology-based ejector performs reliably.
Two of these palletizing cells are mirrored next to each other, both feeding a finished pallet stretch wrapper through a roll up safety door. The safety door prevents an operator from entering either palletizing cell.
Nathan baker of MCRI summarizes the improvements in the new palletizing cells, compared to the previous one. “With this case handling setup, we were able to gain an additional 10lbs (4.5kg) of holding force per main cup. In fact, we went from a system dropping nearly every case to a solution that picks any case – even wet cases or cases with cut tape and glue where the flaps are loose. The EOAT with Piab’s B75.20 suction cups and SX12 ejectors still makes the pick!”
The content & opinions in this article are the author’s and do not necessarily represent the views of RoboticsTomorrow
Featured Product

